




 扫一扫
扫一扫


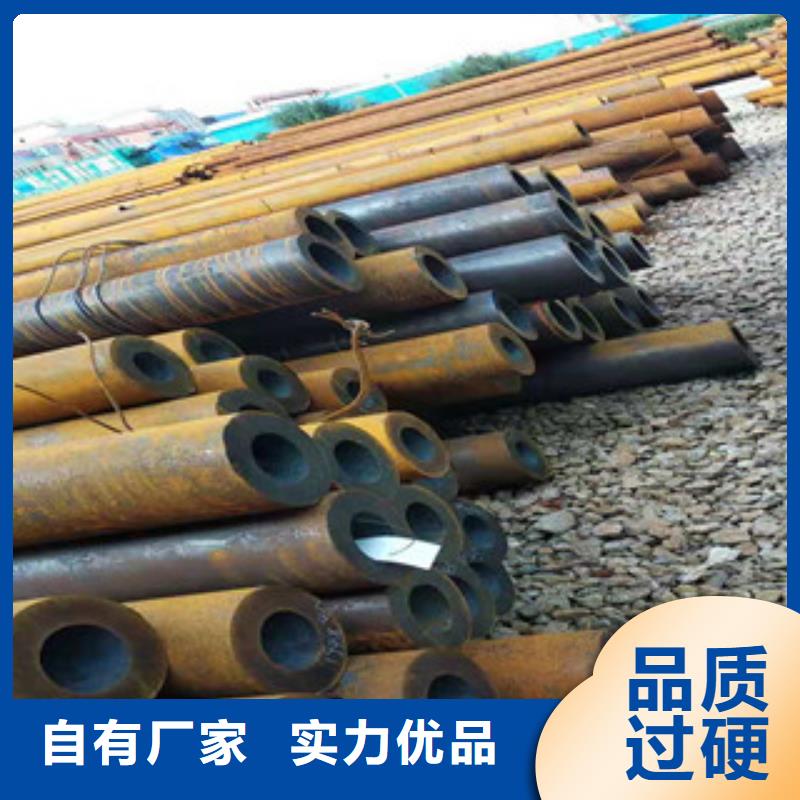
冷拔(轧)无缝钢管的轧制方法较热轧(挤压无缝钢管)复杂。它们的生产工艺流程前三步基本相同。不同之处从第四个步骤开始,圆管坯经打空后,要打头,退火。退火后要用专门的酸性液体进行酸洗。酸洗后,涂油。然后紧接着是经过多道次冷拔再坯管,专门的热处理。热处理后,就要被矫直。钢管经矫直后由传送带送至金属水压实验进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。并由吊车吊入仓库中。
无缝管工艺流程
管坯——检验——剥皮——检验——加热——穿孔——酸洗——修磨——润滑风干——焊头——冷拔——固溶处理——酸洗——酸洗钝化——检验——冷轧——去油——切头——风干——内抛光——外抛光——检验——标识——成品包装



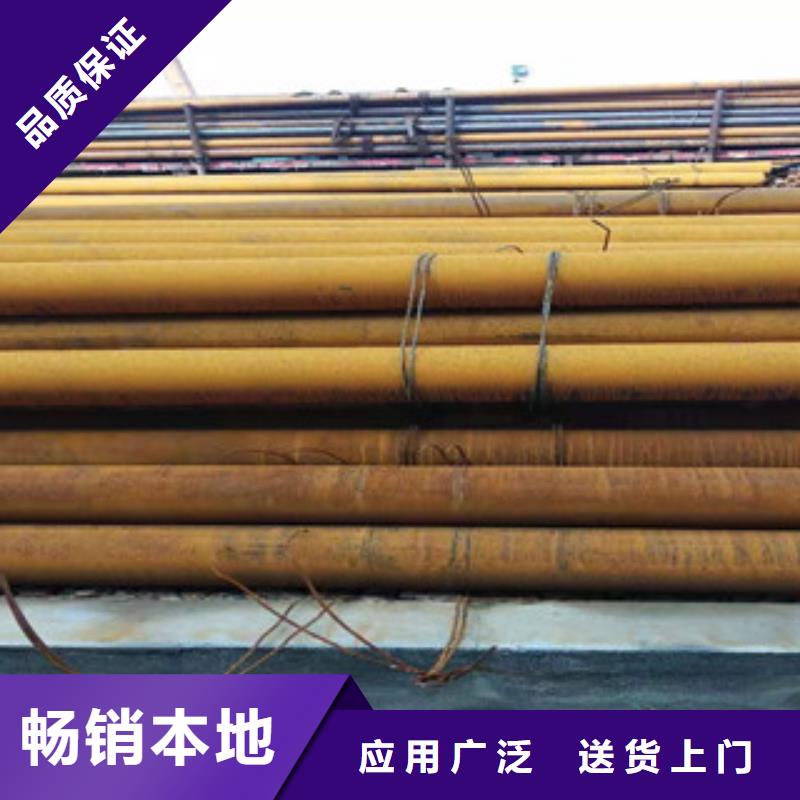
宿州液压油缸管厂家、用途广泛,多功能使用。新策钢管有限公司多年老厂,自产自销。减少中间商差价,价格实惠,货源充足。


山东顺泽金属制品有限公司生产及销售27simn无缝钢管切割零卖定尺下料27simn无缝钢管加工精度的原则:尺寸精度
指加工后零件的实际尺寸与零件尺寸的公差带中心的相符合程度。
形状精度
指加工后的零件表面的实际几何形状与理想的几何形状的相符合程度。
位置精度
指加工后零件有关表面之间的实际位置精度差别。
相互关系
通常在设计27simn无缝钢管及规定零件加工精度时,应注意将形状误差控制在位置公差内,位置误差又应小于尺寸公差。即精密零件或零件重要表面,其形状精度要求应高于位置精度要求,位置精度要求应高于尺寸精度要求。




技术支持:cnwbgg.com